


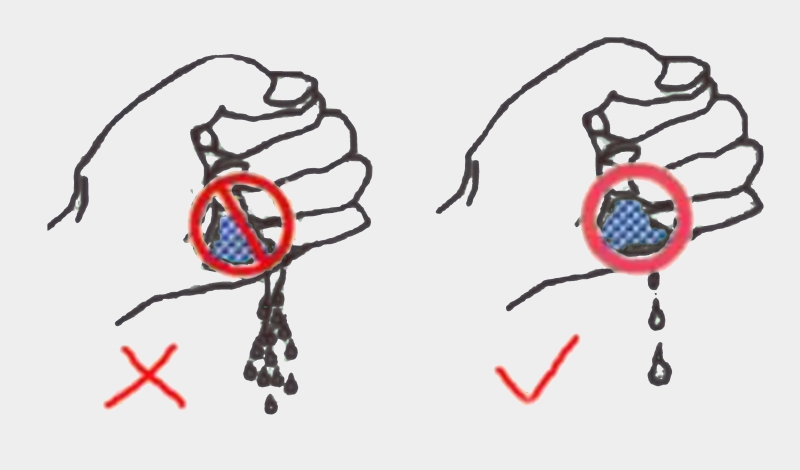
1、焊接作业前
电子焊接作业前,必须先把高温清洁海绵湿水,再挤干多余水份。这样才可以使烙铁头得到最好的清洁效果。如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡。
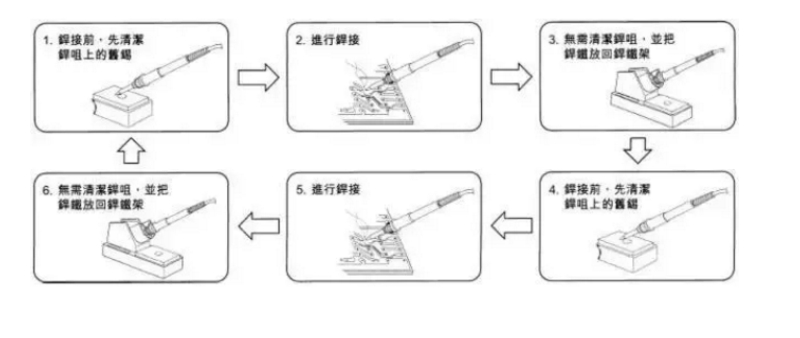
2、焊接作业时
参考以下正确焊接顺序,焊锡可极大保护烙铁头,降低焊咀氧化速度。
3、焊接作业完毕后
焊台焊接作业完毕后,将温度调至约250℃,然后清洁烙铁头,最后将烙铁头加上一层新锡作保护,这样可以保护焊咀和空气隔离,焊咀不会和空气中的氧气发生氧化反应。
4、 焊台不使用时的保护
当不使用焊台时,不可让烙铁头长时间处在高温状态,这样会使烙铁头上的焊 剂转化为氧化物,致使烙铁头的导热功能大为减退。当焊台不使用时应把电源关掉(针对非
控温及无自动休眠功能的焊台)。
5、 当烙铁头已经氧化时应如何处理
① 先把温度调到300℃,用清洁海绵清理焊咀,并检查焊咀状况。
② 如果焊咀的镀锡层部分含有黑色氧化物时,可镀上新锡层,再用清洁海绵抹净焊咀。如此重复清理,直到彻底去除氧化物,然后在镀上新锡层。
③ 如果焊咀变形或穿孔,必须替换新咀。
④ 注意:切勿用锉刀剔除焊咀上的氧化物。

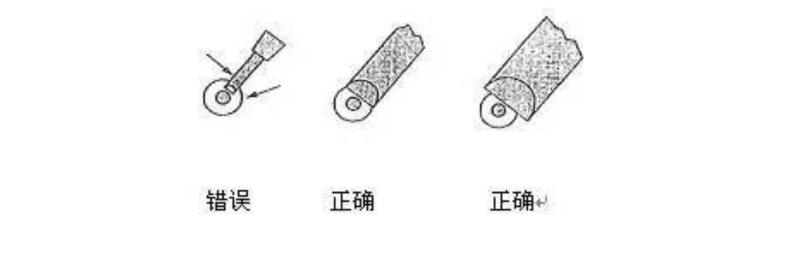
6、其他烙铁使用注意事项
a、勿施压力过大
请勿施过大压力进行焊接作业,否则会使烙铁头受损变形。只要让烙铁头充分接触焊点,热量就可传递,无需大力焊接。
b、尽量使用低温焊接
高温焊接会加速烙铁头氧化,降低烙铁头使用寿命。如烙铁头温度超过470℃,它的氧化速度是380℃的两倍。
c、经常保持烙铁头上锡
这可以减低烙铁头的氧化机会,使烙铁头更耐用,使用后应待烙铁头温度稍为降低后才加上新焊锡,使镀锡层有更佳的防氧化效果。
d、保持烙铁头清洁与及时清理氧化物
烙铁头上若有黑色氧化物,就极可能会不上锡,此时必须立即进行清理。清理时先
把烙铁头温度调到约250℃,再用清洁海绵清洁,然后再上锡。不断重复此动作,直
到把氧化物清理为止。
e、烙铁小心放入烙铁架
烙铁放在焊架上不用时,应小心把烙铁放在合适的焊铁架上,以免烙铁头受到碰撞而损坏,或因碰触烙铁架无法自动休眠,烧毁烙铁。
f、选用合适烙铁头
焊接作业中,烙铁头尺寸、形状的选用是非常重要的。合适的烙铁头能使工作更
有效率并增加烙铁头耐用程度。而一旦选用错误的烙铁头不仅会影响烙铁焊接效率,
焊接质量也会减低。
并且烙铁头大小与热容量有直接关系,烙铁头越大,热容量相对越大。进行连续焊接时,使用越大的烙铁头,温度跌幅越少。
此外,因为大烙铁头的热容量高,焊接时可使用比较低的温度,烙铁头就不易氧化,大大增加了它的寿命。所以短而粗的烙铁头传热比尖细的烙铁头快,而且更为耐用。一般来说,烙铁头尺寸以不影响邻近元件为标准。选用能够与焊点充分接触的几何尺寸烙铁头能极大提高焊接效率。
5、烙铁头的选择
据上所述,烙铁头(也称焊咀)选择非常重要,它不仅影响焊接效果和焊咀寿命,更重要的是根据不同芯片的封装形式它会发挥更大的价值。选择烙铁头时主要考虑以下因素:
1)根据焊点大小和焊点密集程度选择烙铁头的大小;
2)根据焊接元件种类、焊点接触容易程度和锡量需要大小选择烙铁头的形状。烙铁头的形状按照上锡位置和外观分为以下种类:

)尖头(长园头)焊咀:尖端优细,适合精细焊接,或焊接空间狭小的情况,也可以修正焊接芯片时产生的锡桥。
2)圆锥形(园头)焊咀:无方向性,整个烙铁头前端均可进行焊接,适合一般焊接,无论焊点大小,都可以使用。
3)一字批形(凿状)焊咀:用两边进行焊接,适合需要多锡量的焊接,例如焊接面积大、粗端子、焊垫大的焊接环境。
4)刀式(K形)焊咀:用刀面进行焊接,适用拖拉式焊接,适用于SOJ、PLCC、SOP、QFP、电源、接地部份元件、修正锡桥、连接器等焊接。
5)斜切圆柱形(马蹄状)焊咀:用烙铁头前端斜面部份(一般为45°)进行焊接,适合需要多锡量的焊接。有的烙铁头只有斜面部份有镀锡层,焊接时只有斜面部份
才上锡。适用焊接面积大、粗端子、焊点大的情况。微型号烙铁头非常精细,适用于焊接细小元件,或修正表面焊接时产生的锡桥、锡柱等。如果焊接只需少量焊锡的话,使用只在斜面有镀锡的烙铁头比较适合。中型直径烙铁头适合焊接电阻、二极管等元件,管脚距较大的SOP及QFP芯片。大型直径烙铁头适用于粗大端子、电
路板上接地、电源部份等需要较大热量的焊接场合。
6)H型(鸭咀状)焊咀:适用拉焊式焊接管脚距较大的SOP、QFP等芯片。
选用活性低的助焊剂
活动性高或腐蚀性强的助焊剂在受热时会加速腐蚀烙铁头,所以应选用低腐蚀性的助焊剂。
 扫一扫,关注
扫一扫,关注 扫一扫,打开
扫一扫,打开